Sgt. Henry Johnson received the Medal of Honor for his actions taken on May 15, 1918, when he beat off a German attack with grenades, his rifle, a knife and, finally, his bare hands to protect a fellow soldier and his unit, the “Harlem Hellfighters.”

The Harlem Hellfighters were a “colored unit” attached to French forces because segregationist policies at the time discouraged allowing black and white U.S. forces to serve side by side. Pvt. Henry Johnson was assigned to sentry duty on the night of Feb. 12 with his fellow soldier, Pvt. Needham Roberts. The pair were attacked by a raiding party of at least 12 Germans. The attackers quickly gained the upper hand against the two soldiers.
This directly threatened not only Johnson and his friend but the Harlem Hellfighters and the French soldiers they were with.
Johnson fought bitterly to protect himself and his friends even after he and Roberts were wounded. Roberts fed Johnson hand grenades as Johnson made it rain on the enemy fighters. Johnson also used his rifle to hold the enemy off until he ran out of both grenades and rifle rounds.
The Germans even tried to abduct Roberts and Johnson protected him with just a knife and personal grit. Johnson was eventually wounded 21 times in the fight but still managed to bring down a few Germans and stab one of them through the head with a bolo knife.
Yeah, even severely wounded he had the strength to shove a knife through a man’s head.
While Johnson soon received the French Croix de Guerre and was eventually promoted to sergeant, he wouldn’t receive an American medal while he was alive. He received a Purple Heart in 1996, a Distinguished Service Cross in 2002, and a Medal of Honor in 2015.

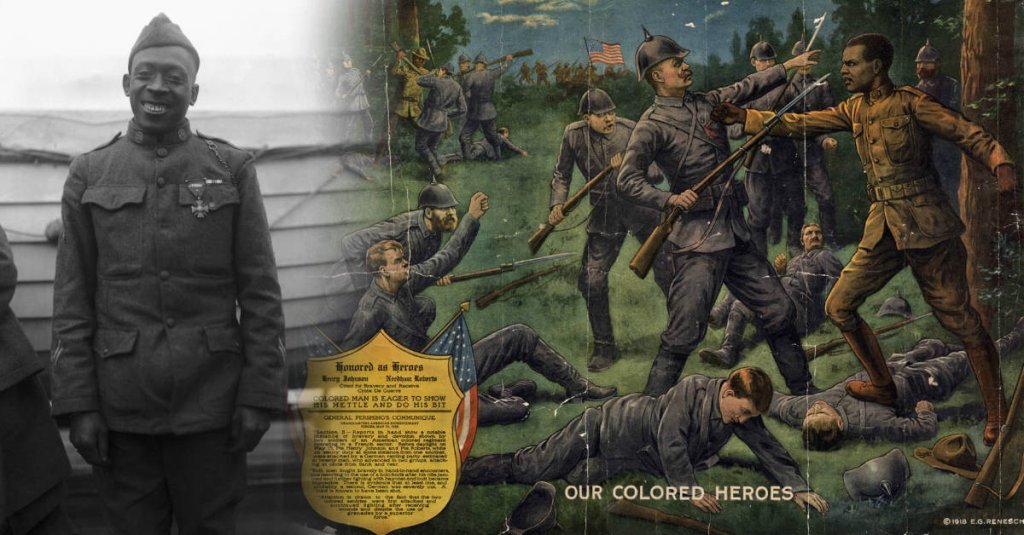
Still, his actions were a big deal when they happened. Johnson’s deeds inspired a lithograph depicting his bravery and Gen. John “Black Jack” Pershing, the head of the American Expeditionary Force and one of America’s highest-ranked generals, personally praised him and Roberts:
Pte. Henry Johnson and Pte. Roberts, while on sentry duty at some distance from one another, were attacked by a German raiding party estimated at twenty men who advanced in two groups, attacking at once from flank and rear.
Both men fought bravely in hand-to-hand encounters, one resorting to the use of a bolo knife after his rifle jammed and further fighting with bayonet and butt became impossible.
President Theodore Roosevelt was a fan of Johnson as well, calling him “one of the five bravest American soldiers in the war.”
After the war, the Winston-Salem, North Carolina native returned to New York where he had been living since his teens. He lived there until his death in Jul. 1929 and is buried at Arlington National Cemetery.
Author’s note: This story originally stated that Henry Johnson’s valorous actions took place on Feb. 12, 1919. Johnson actually saved his unit on May 15, 1918. He received France’s highest valor award, the French Croix de Guerre, on Feb. 12, 1919. We regret the error.